
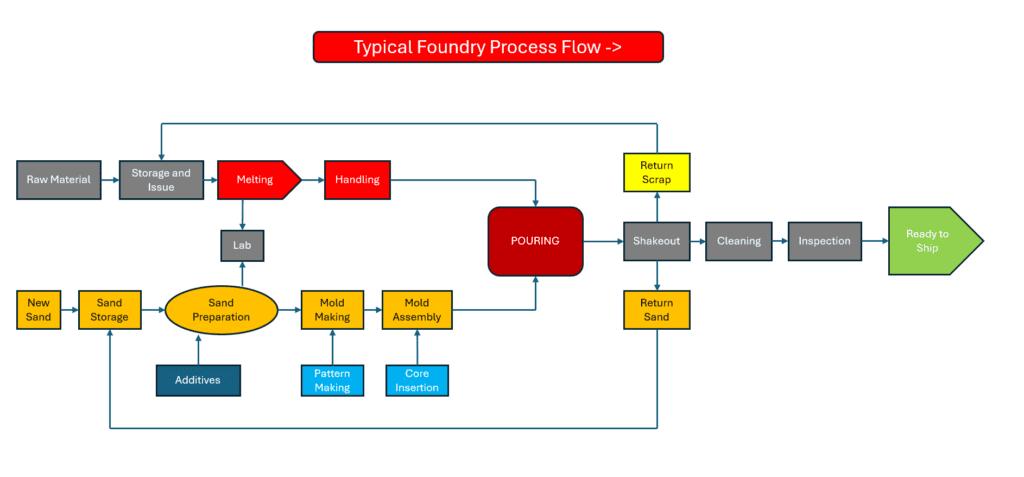
How Sand Castings Are Made
Metal casting is a widely used process in various industries, including automotive and medical equipment manufacturing. It involves pouring molten metal into a mold to form a solid casting. Among the different casting methods, sand casting stands out as the most popular, with sand molds being the primary tool for creating these castings. The sand casting process, a cornerstone of these industries, follows several steps, which are outlined below.
Metal and Sand Preparation
Before the metalcasting process can begin, metal alloys or scrap metal are acquired by the foundry to be melted. These metals are typically purchased from suppliers, but scrap metal from previous castings is sometimes reused for new batches. In the case of sand casting, different types of sand (such as silica, chromite, and zircon) are combined with additives to create green sand.
Mold Making and Preparation
Next, a mold for the casting is made. Depending on the casting method, the mold is made with different materials, such as sand or steel dies. A pattern (exterior design of a casting) and core (internal dimensions of a casting, only used if it needs to be hollow) are used to develop the shape of the final casting.
The top half of the mold (also called the cope) and the bottom half (called the drag) are packed with sand around the pattern and core if it is being used. Next, the surface of a mold cavity is first lubricated to ease the removal of the finished casting. Once the pattern is removed, the cope and drag are tightly clamped to create the hollow mold. The two halves of the mold must be securely held together to prevent material loss, which can lead to casting defects.
Pouring and Cooling
The metal from the first step is now melted and poured into the molds, filling them. Once the mold is filled, it is left to settle and cool down while it takes the mold’s shape. The length of the cooling time varies slightly depending on several factors, including the type of metal, size of the casting, and type of casting.
Shakeout
Once cooled, the mold is transported to vibratory foundry equipment for shakeout. The vibratory equipment, like rotary drums or shakeouts, vibrates the casting to remove the sand mold, freeing the casting. Some vibratory equipment can also remove sprues and gates from castings.
Any excess sand removed using shakeout equipment is transported back to the sand storage area for recycling and reuse in future molds.
Cleaning and Trimming
After the shakeout, the castings are further cleaned of excess sand using a sandblaster, which removes any remaining sand from the surface of the casting. Excess metal from remaining sprues and gates is then trimmed off the casting. Larger castings take longer to cut than smaller ones because there’s more excess metal. Trimming can be done manually or with automated equipment such as a trimming press.
Any salvageable and good-quality leftover scrap from sprues and gates or damaged castings is transported back to the metal to the storage area. This metal can be melted once again and reused in future castings, saving foundries money.
Polishing & Inspection
Depending on the finished product’s application, some of them need to be polished or finished. Many castings, such as metal pipes or automotive parts, must meet specific dimensional requirements. These castings are ground using a grinding machine or wheel and sometimes polished or surface coated for aesthetic purposes. The finished castings are then reviewed to ensure there are no defects and they meet dimensional requirements. Once they’re reviewed and approved, they’re sent out to customers or used in further applications.
At GK Systems, we take pride in our role as a partner in your foundry’s success. We design and build turnkey foundry systems, using top-of-the-line equipment to ensure you can produce high-quality castings. Our expertise allows us to help you create a custom sand casting system that meets and exceeds your production goals. Contact us to get started on your journey to success!